Modernizing Equipment
Engineering Mineral Fertilizer Production
About ReFur
The company specializes in the modernization of equipment for chemical production plants, particularly for mineral fertilizer manufacturing.
Our specialists have experience in upgrading existing units and developing new reactors, converters, and furnaces for ammonia, nitric acid, and other chemical processes.

Development and modernization scope includes:
Our Main Focus Areas
Ammonia converters
Catalytic oxidation of ammonia with oxygen from atmospheric air at various operating pressures.
HCN converters
Catalytic oxidation of a mixture of ammonia and natural gas with oxygen from atmospheric air.
Fired heaters
Heating furnaces using an open flame to heat process media.
Selective tail gas treatment reactors (SCR)
Selective catalytic reduction of nitrogen oxides with ammonia over a catalyst in weak nitric acid production.
High-complexity heat-exchange equipment
Custom-designed heat exchangers with combined radiant and convective heat-transfer zones.
Non-selective tail gas treatment reactors (NSCR)
Non-selective catalytic reduction of nitrogen oxides with natural gas over a catalyst in weak nitric acid production.
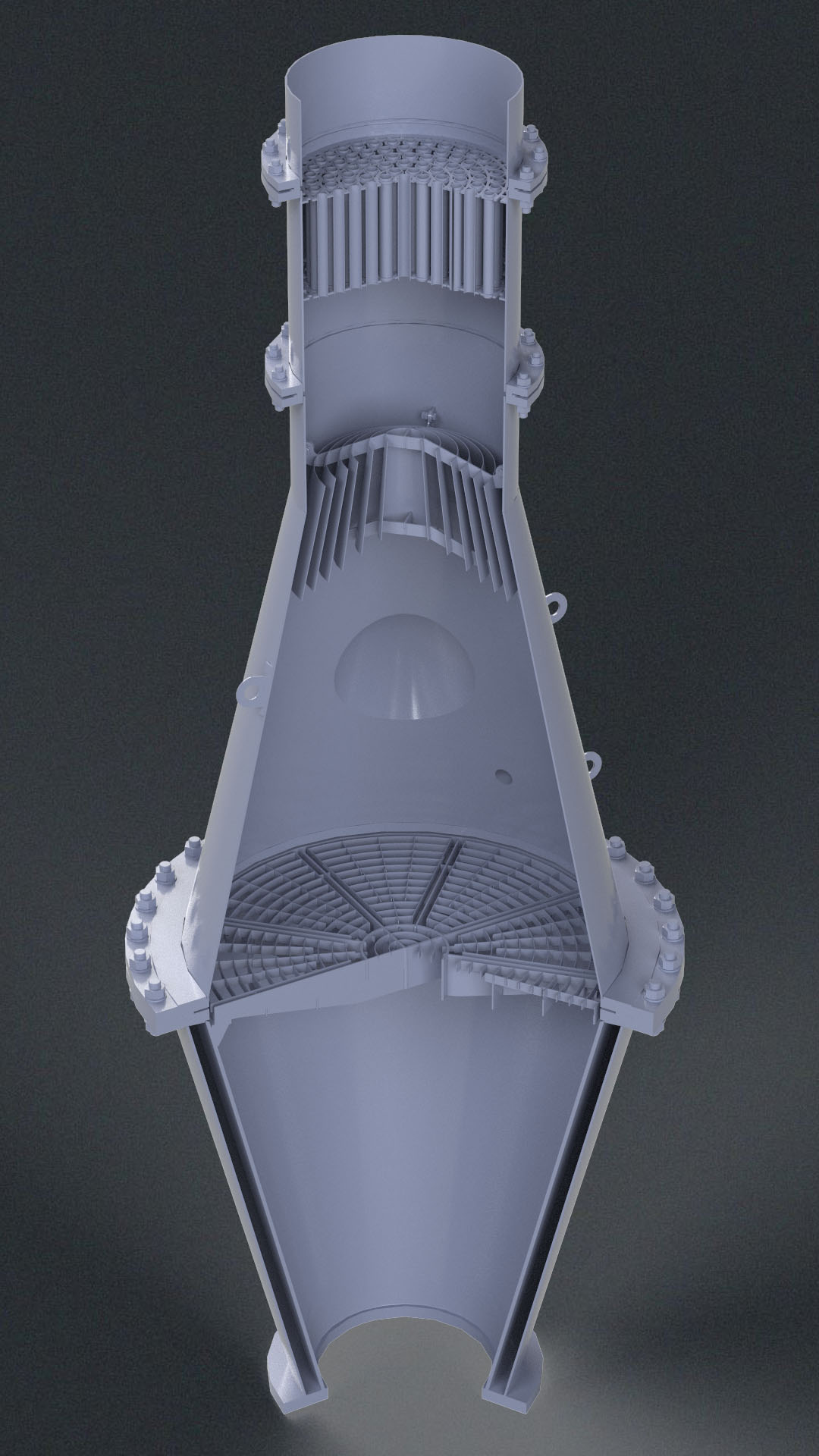
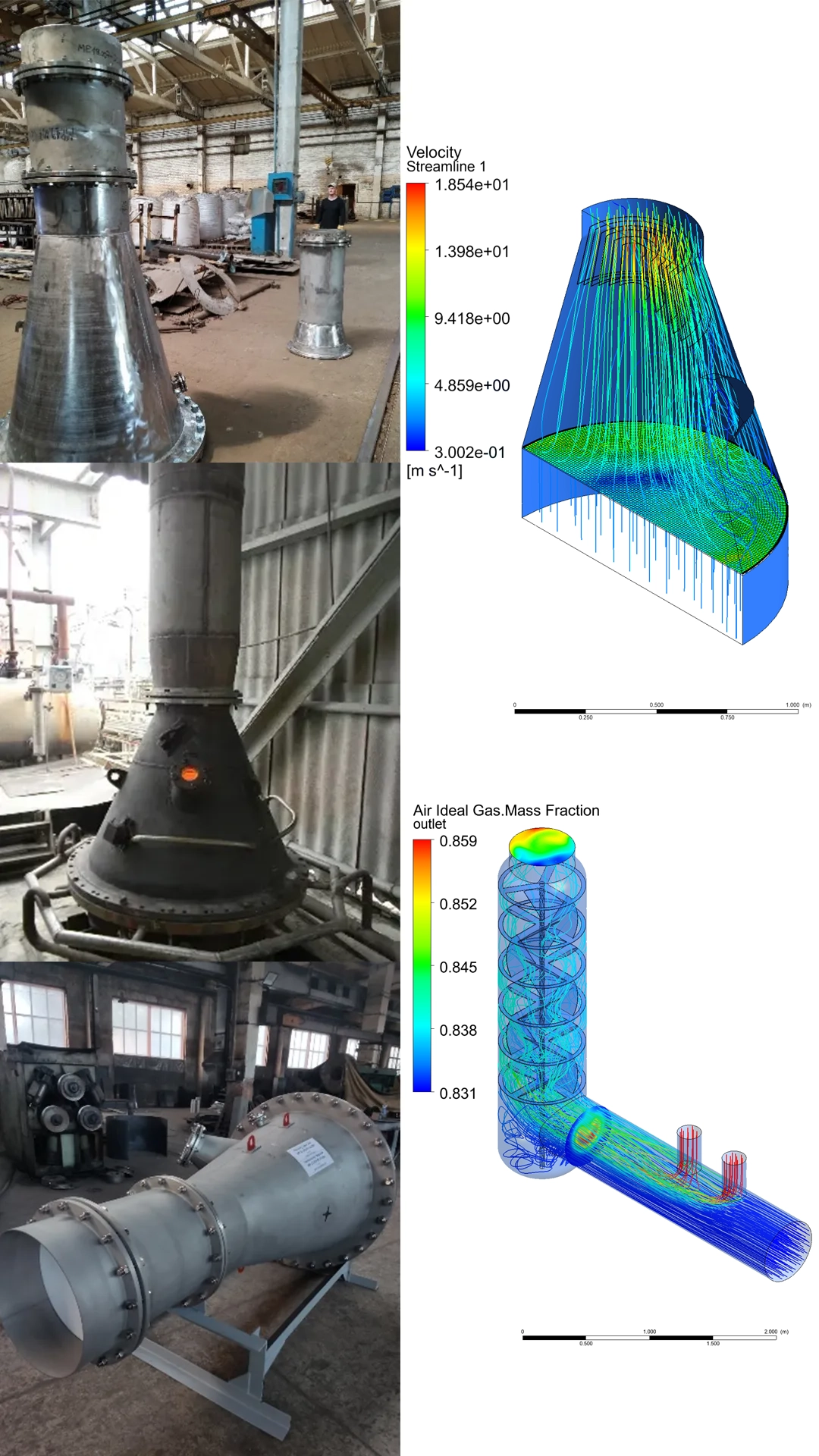
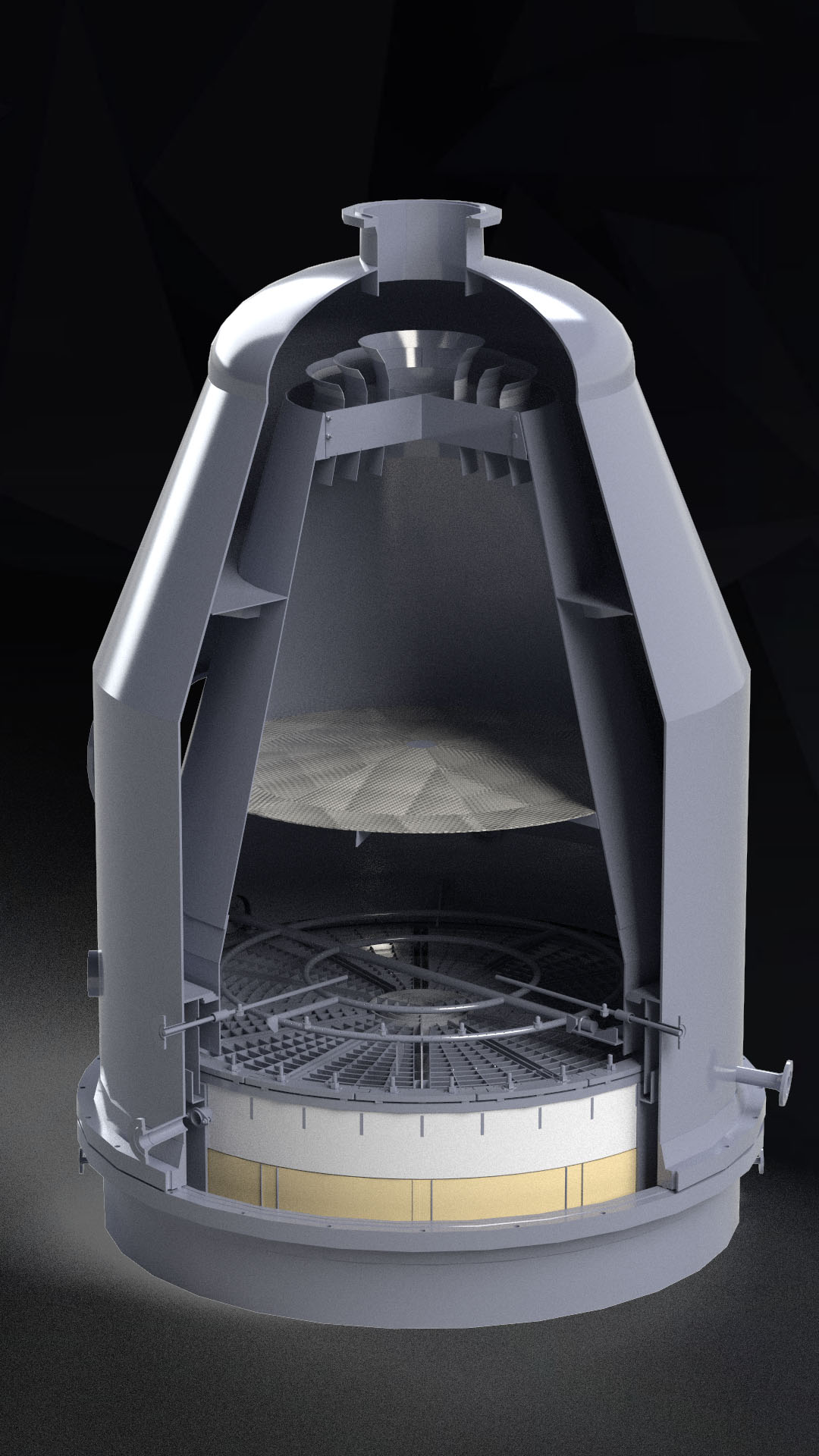
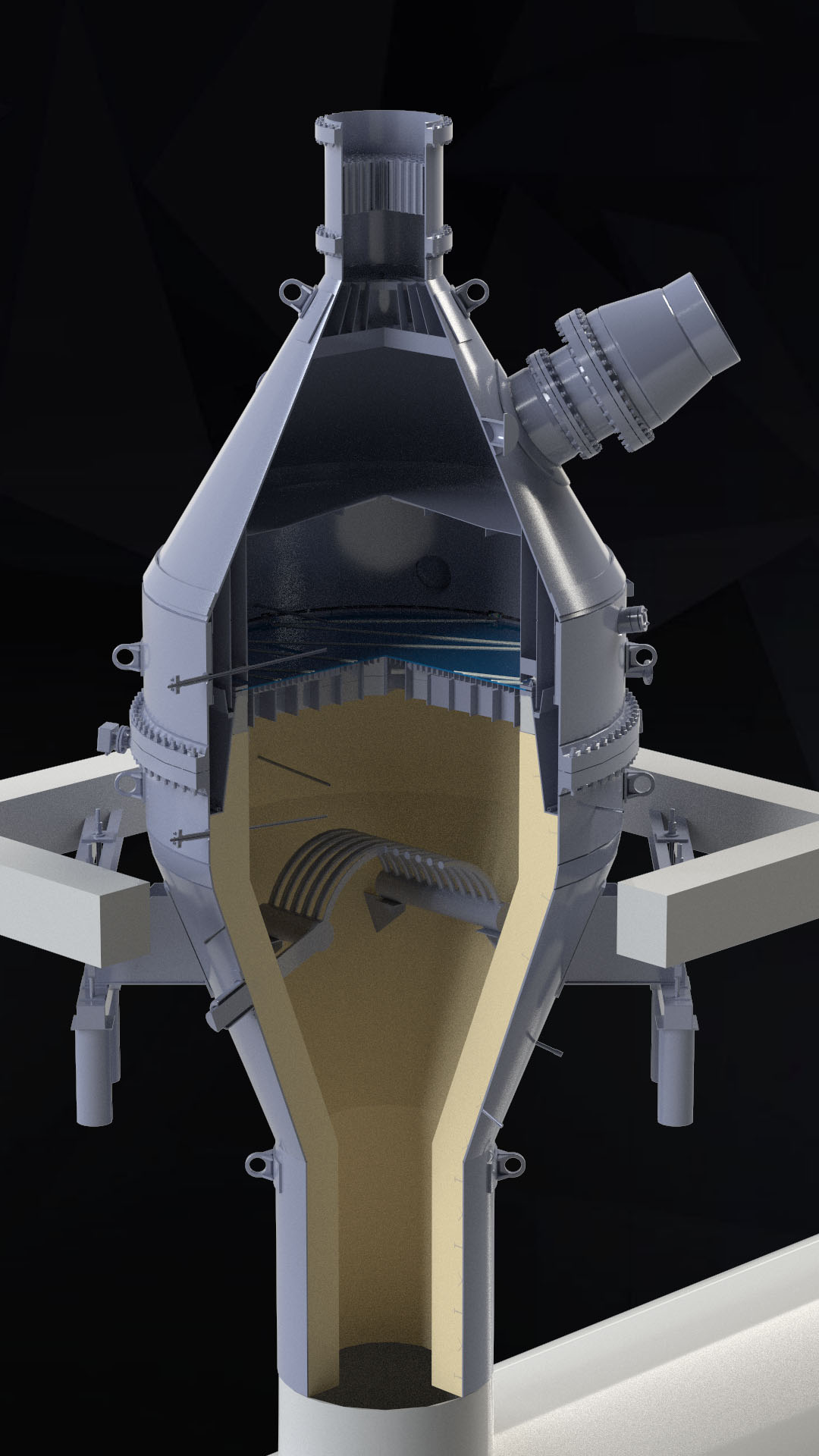
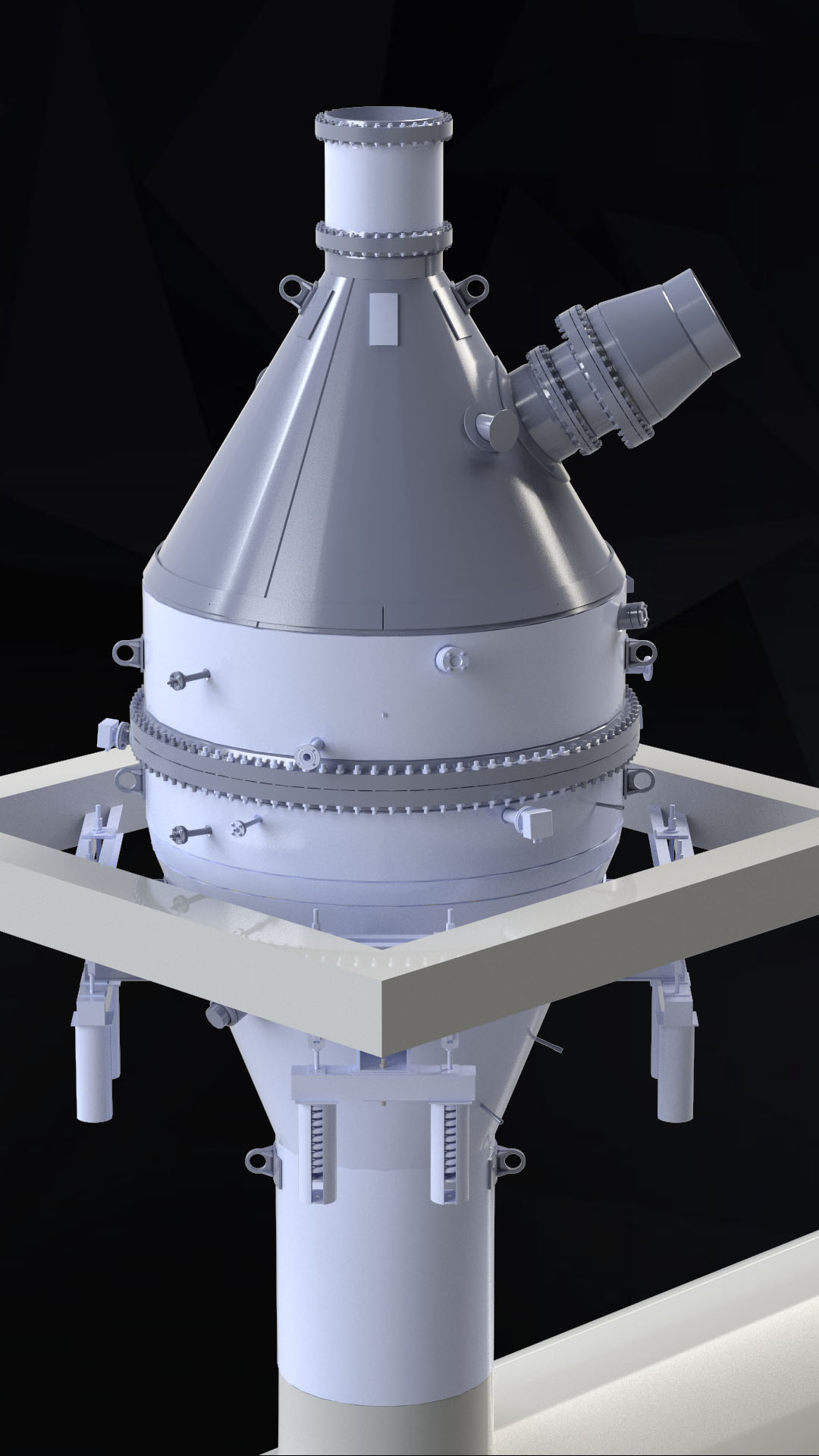
Ammonia Catalytic Oxidation Reactor AK-72 (Burner)
Technology
Production of weak nitric acid under dual-pressure conditions
Object name
Converter (Contact Apparatus)
Purpose
Catalytic oxidation of ammonia with oxygen from air
Operating pressure
0.2–0.37 MPa
Operating temperature
850–880 °C
Production rate of nitrous gas
215–290 t/h
Scope of work
Comprehensive modernization
Scope of modernization includes
- Modification of the ammonia–air mixing unit
- Replacement of the catalyst package support system
- Installation of a precious metal recovery system
Achieved results after modernization
- Increased conversion rate
- Reduced irreversible precious metal losses
- Improved conditions for increasing plant capacity

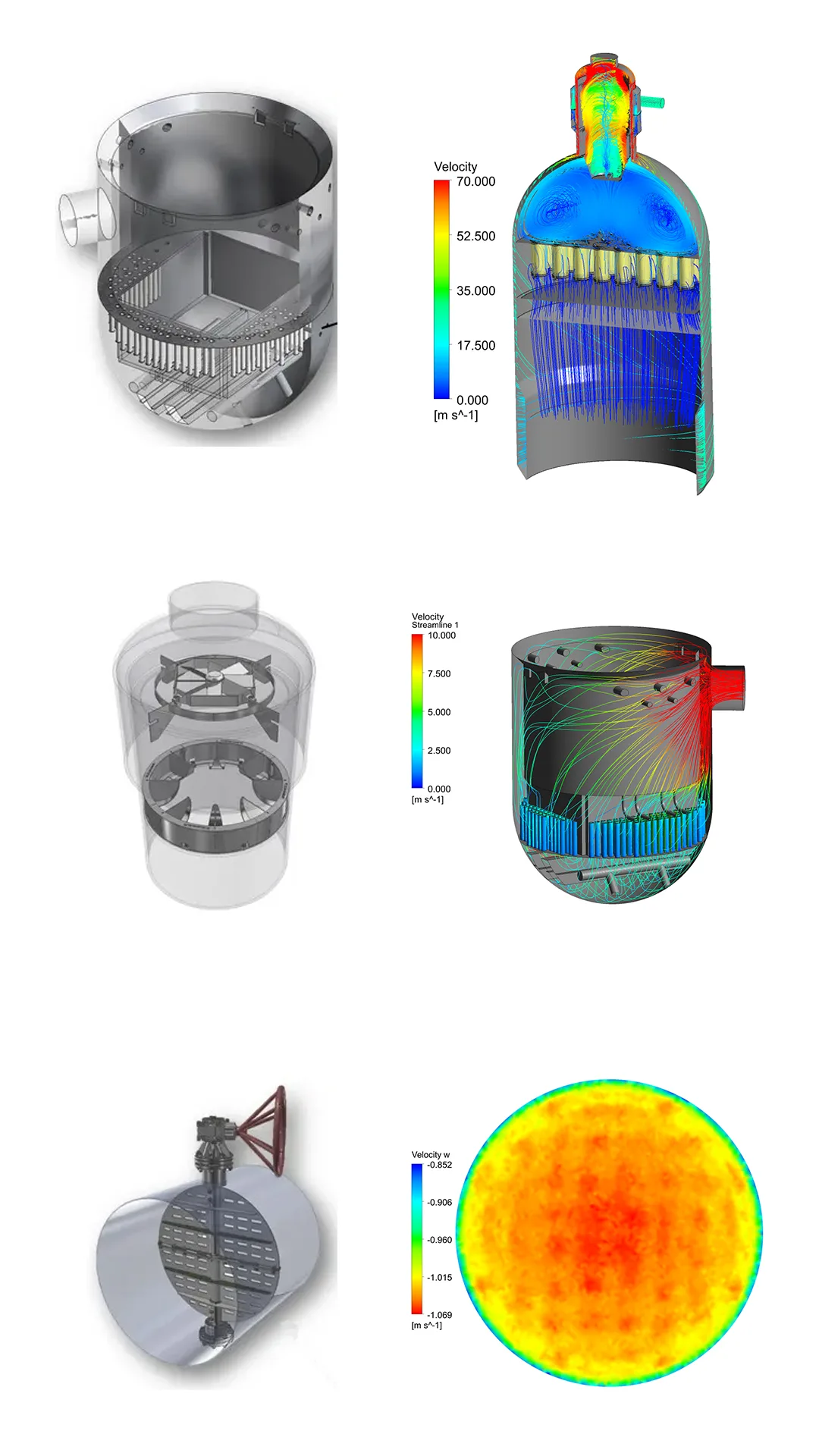
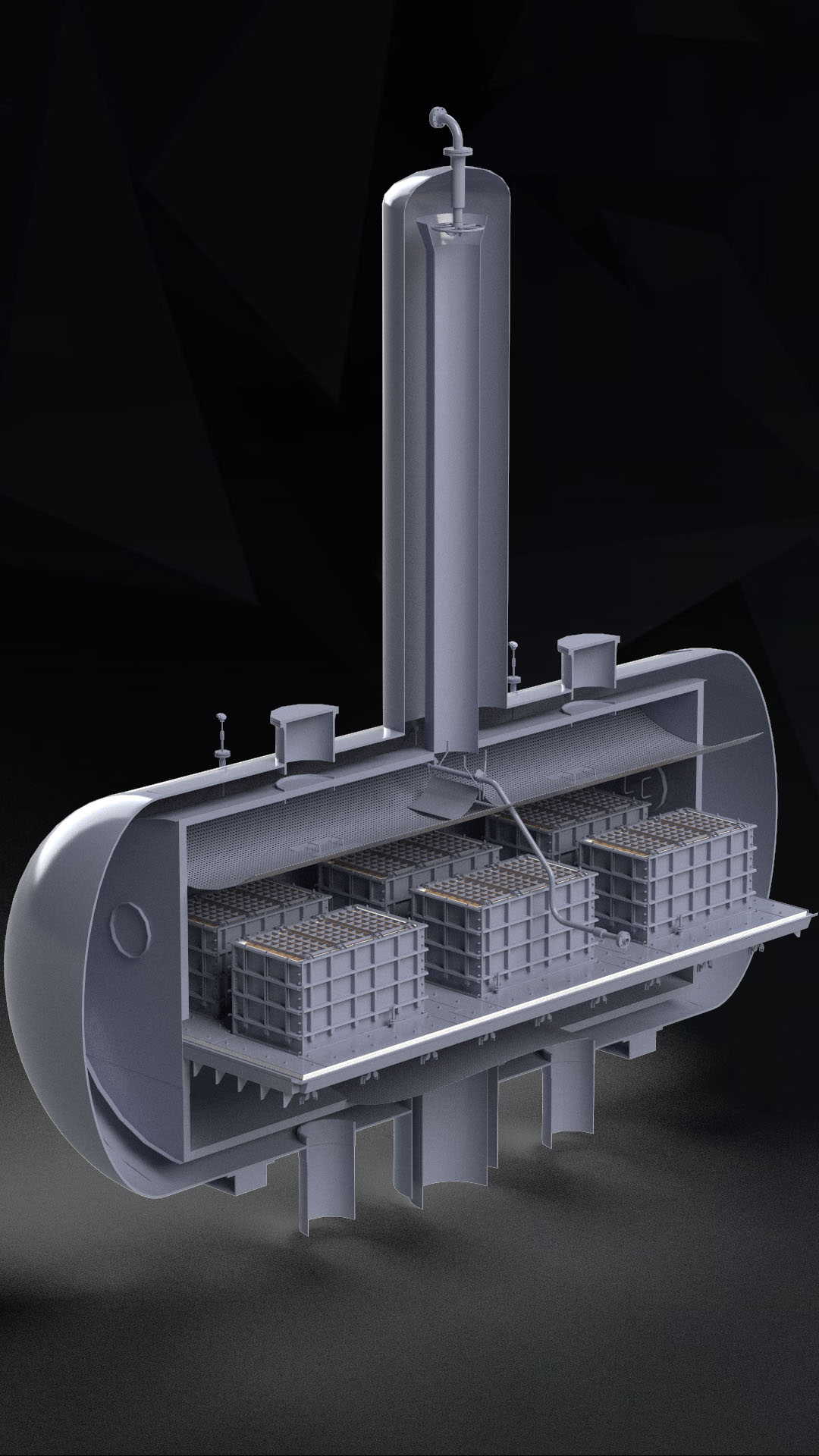
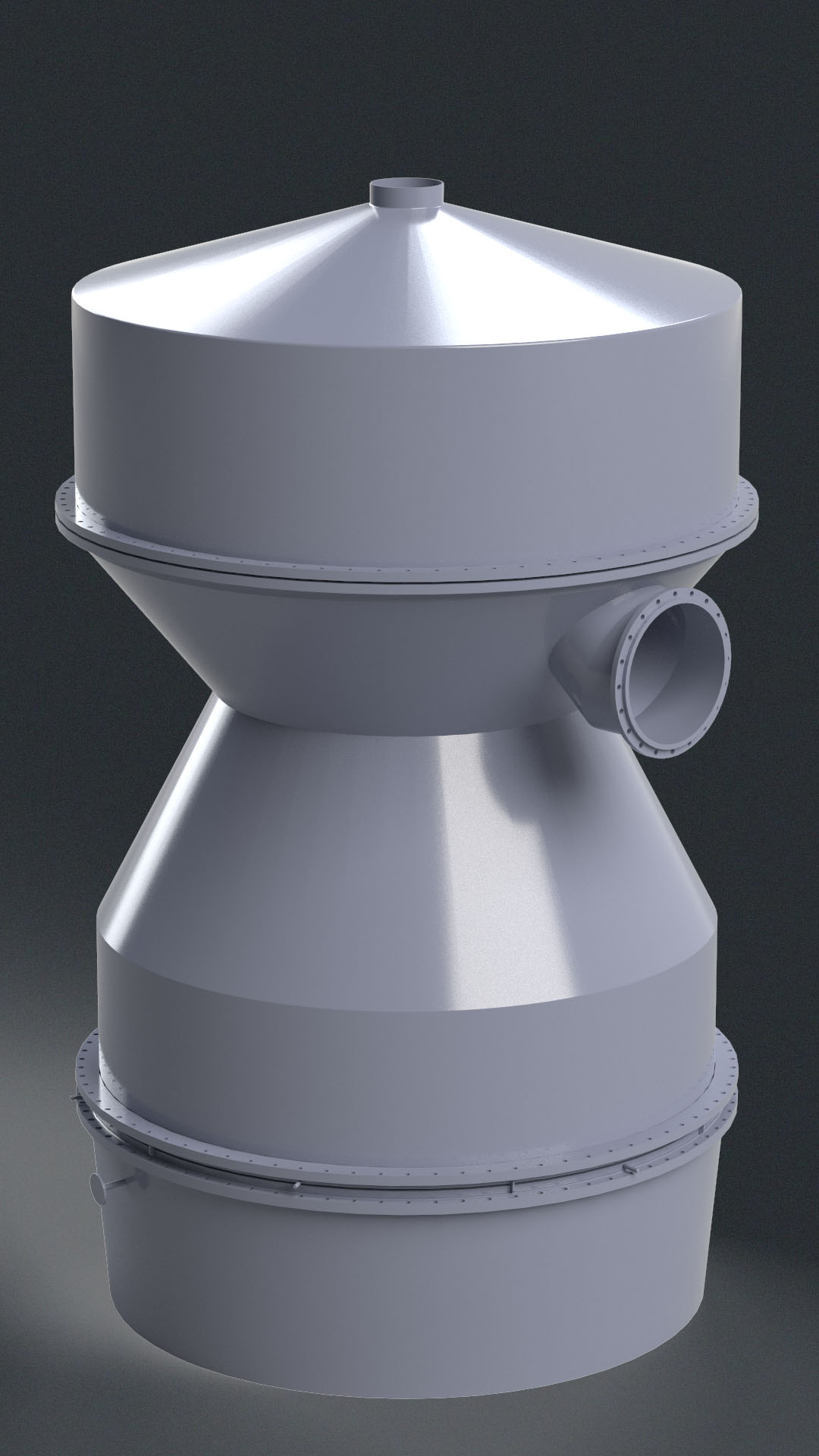
Non-Selective Tail Gas Cleaning Reactor AK-72
Technology
Production of weak nitric acid under dual-pressure conditions with high-temperature non-selective tail gas cleaning
Object name
Catalytic cleaning reactor
Purpose
Removal of nitrogen oxides, including nitrous oxide (N2O), from the tail gas
Operating pressure
1.16 MPa
Operating temperature
520–780 °C
Flow rate of the treated exhaust gas
Up to 220,000 Nm3/h
Scope of work
Reconstruction
Scope of reconstruction includes
- Modification of the catalyst basket design and the mixing device
- Replacement of the granular catalyst APK-2 with a modern block-type catalyst
Achieved results after reconstruction
- Tail gas NOx removal efficiency: > 95%
- Tail gas N2O removal efficiency: > 95%


Ammonia Catalytic Oxidation Reactor UKL-7
Technology
Production of weak (non-concentrated) nitric acid under single-pressure operation at 0.73 MPa, with a capacity of up to 16.5 t/h
Equipment designation
Contact apparatus
Purpose
Catalytic oxidation of ammonia with oxygen from atmospheric air
Operating pressure
0.8 MPa
Operating temperature
850–950 °C
Nitrous gas production rate
Up to 62 t/h
Scope of work
Revamp (modernization)
Scope of revamp includes
- Installation of a newly designed catalyst support structure
- Revamp of the ignition system
- Revamp of the contact assembly with increased diameter
- Revamp of the gas distribution system at the inlet to the contact assembly
Advantages of the revamped unit
compared to existing designs
compared to existing designs
- Improved aerodynamic performance
- Higher throughput
- Higher conversion degree
- Extended service interval
Ammonia Catalytic Oxidation Reactor UKL-7M (Burner)
Technology
Production of weak nitric acid under single pressure of 0.73 MPa
with a capacity of up to 20 t/h
with a capacity of up to 20 t/h
Object name
Converter (Contact Apparatus)
Purpose
Catalytic oxidation of ammonia with oxygen from air
Operating pressure
0.8 MPa
Operating temperature
250–950 °C
Production rate of nitrous gas
Up to 75 t/h
Scope of work
Design and manufacturing of a new reactor
Advantages of the new reactor
compared to existing units
compared to existing units
- Improved aerodynamic characteristics
- High throughput capacity
- Higher conversion rate
- Extended service life between maintenance intervals

Ammonia Catalytic Oxidation Reactor (Burner) for ASAK-Type Units
Technology
Production of weak nitric acid under dual-pressure conditions / nitrite–nitrate salts
Equipment name
Contact reactor (Burner)
Purpose
Catalytic oxidation of ammonia with atmospheric oxygen
Operating pressure
Vacuum 50–200 Pa
Operating temperature
760–820 °C
Scope of work
Modernization
Modernization scope includes
- Installation of an ammonia–air mixture filter
- Installation of a catalyst-package supporting device
Achieved results after modernization
- Increased conversion rate
- Extended service interval
- Reduced irreversible PGM losses


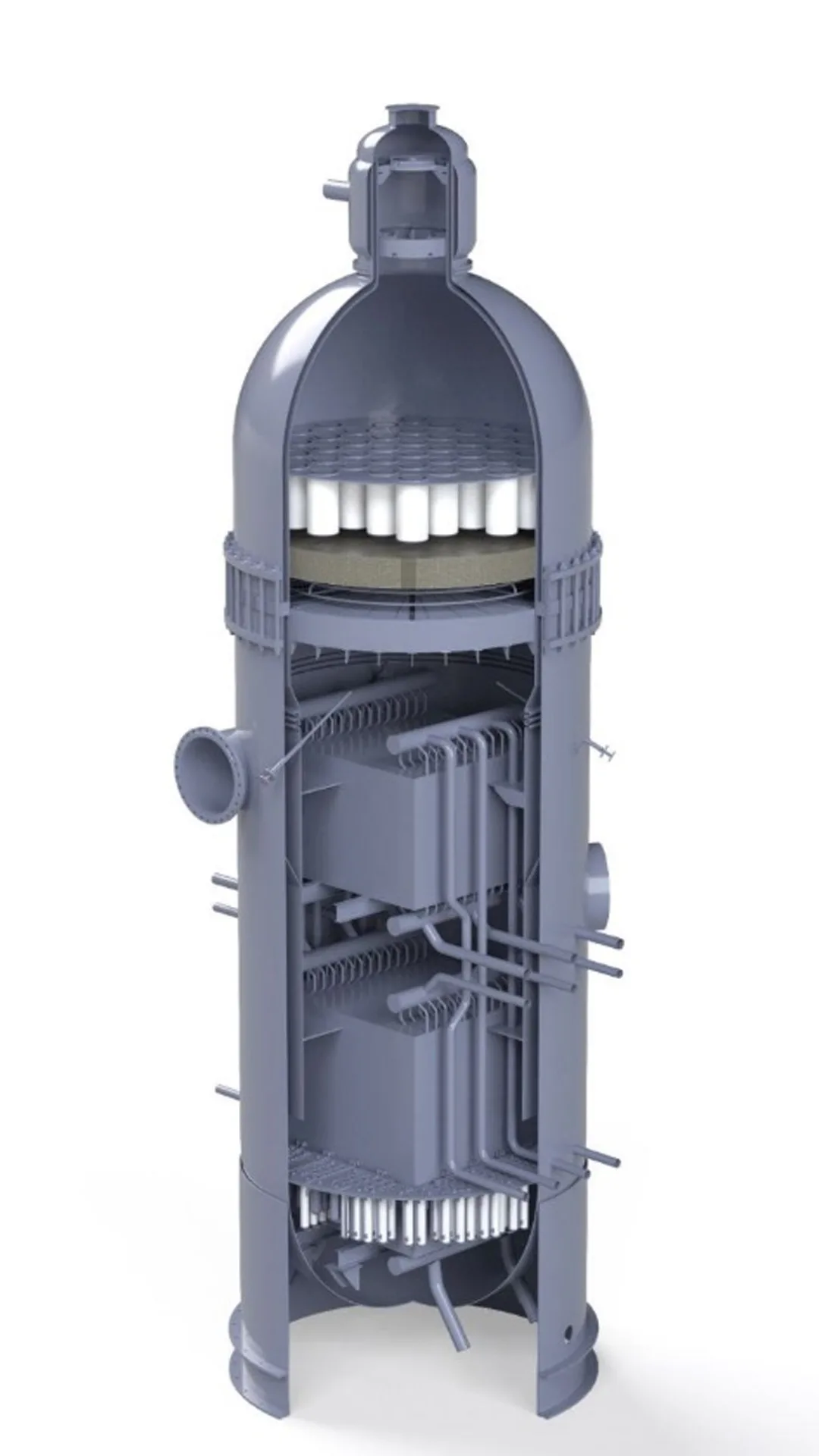
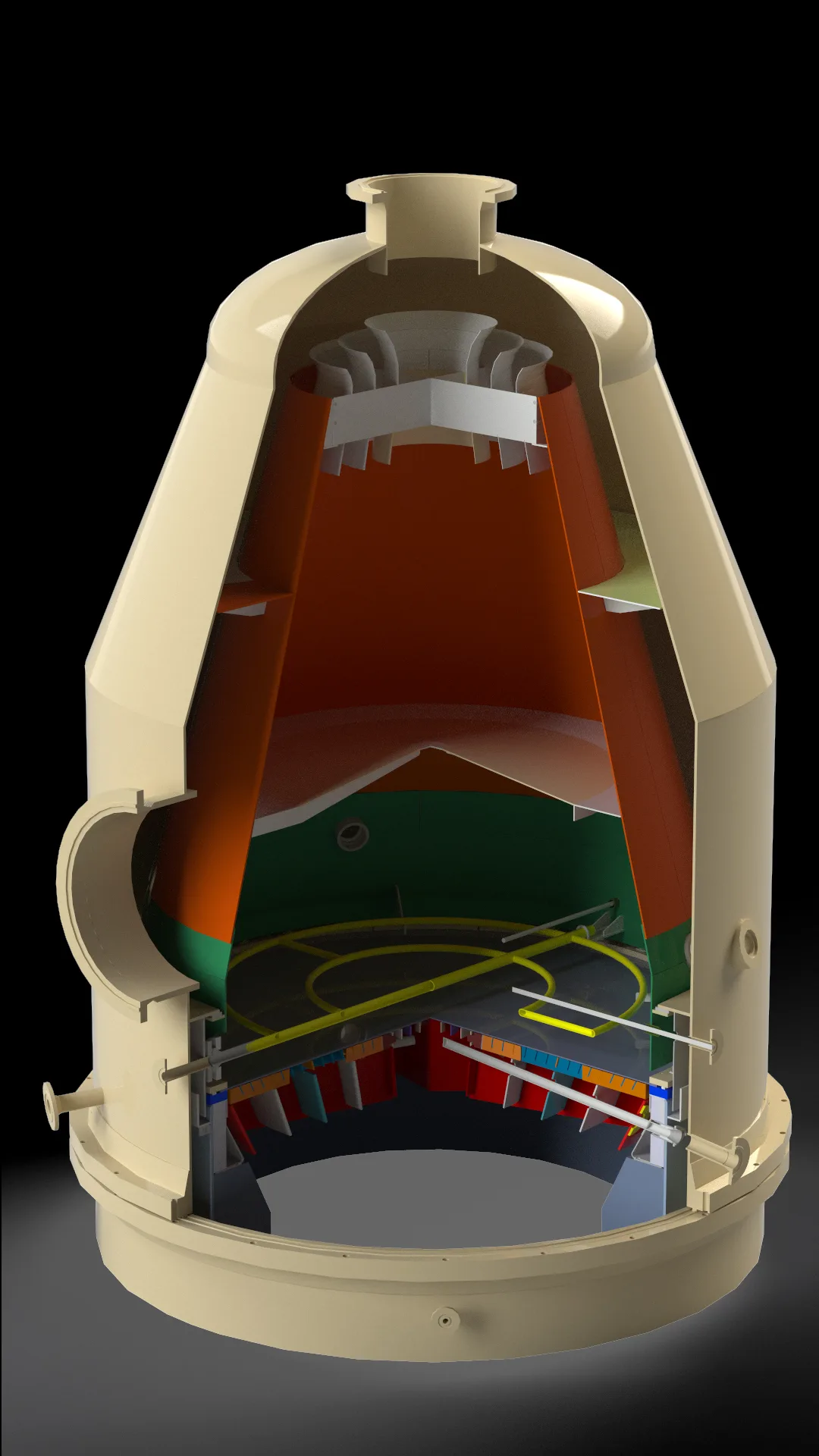
HCN Reactor
Technology
Hydrogen cyanide production
Object name
Converter (Contact Apparatus)
Purpose
Catalytic oxidation of an ammonia–methane mixture with oxygen from air
Operating pressure
0.1–0.2 MPa
Operating temperature
1000–1200 °C
Scope of work
Design and manufacturing of a new reactor
Differences of the new reactor
compared to existing units
compared to existing units
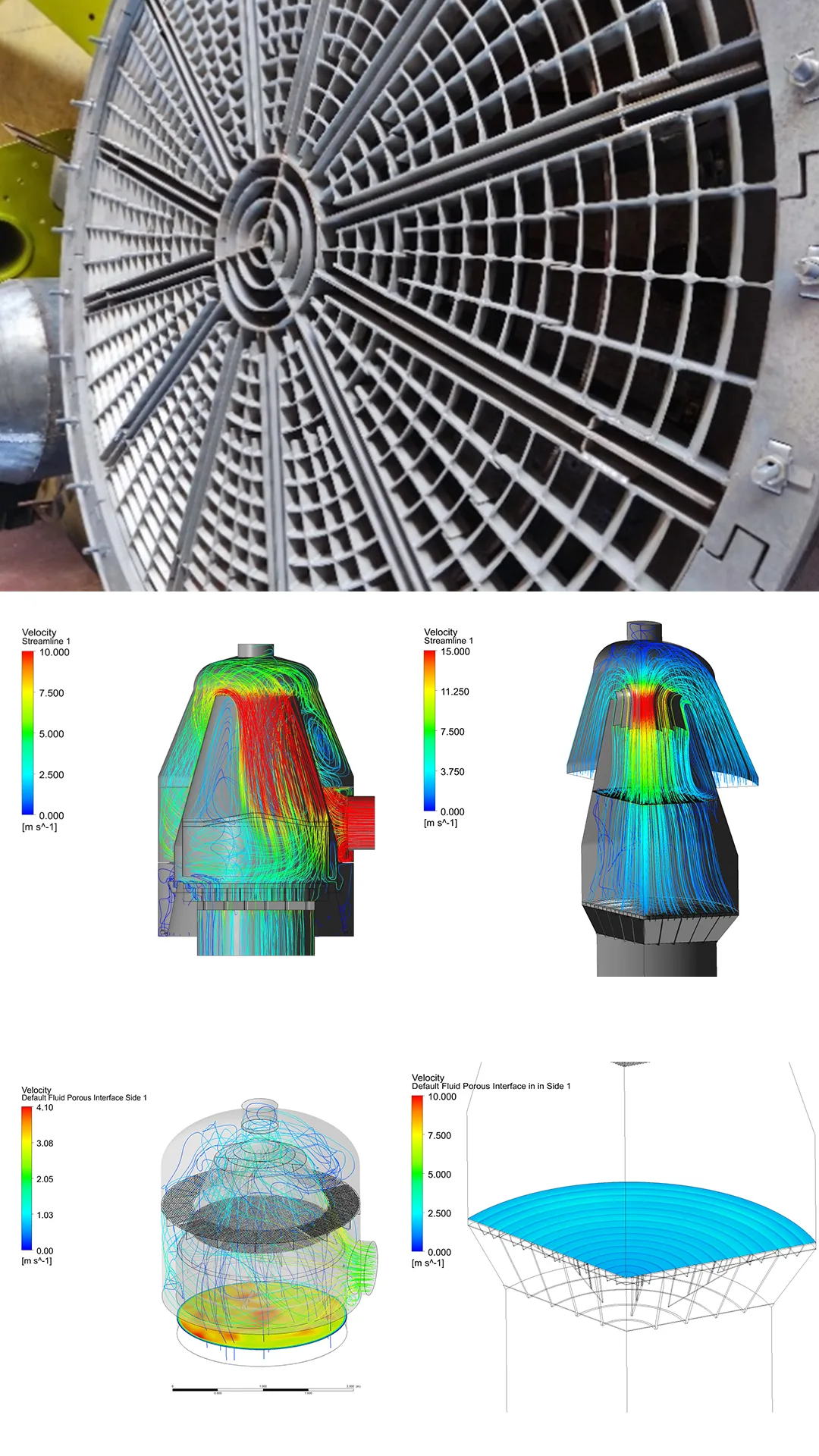
The new design of the reactor shell, together with redesigned gas-distribution
elements and a reinforced catalyst support system, ensures uniform flow distribution
and provides optimal operating conditions for efficient performance of the contact
apparatus.
elements and a reinforced catalyst support system, ensures uniform flow distribution
and provides optimal operating conditions for efficient performance of the contact
apparatus.
Achieved results
- Increased conversion rate
- Reduced precious metal losses
- Extended service interval
- Prevention of catalyst bed integrity violations
- Elimination of vibrations in the contact zone
- Uniform temperature distribution within the contact area
- Prevention of overheating and deformation of the reactor shell